![]()
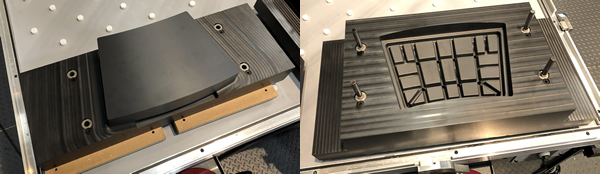
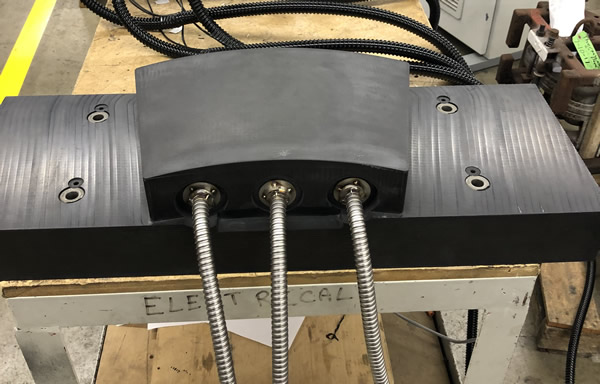
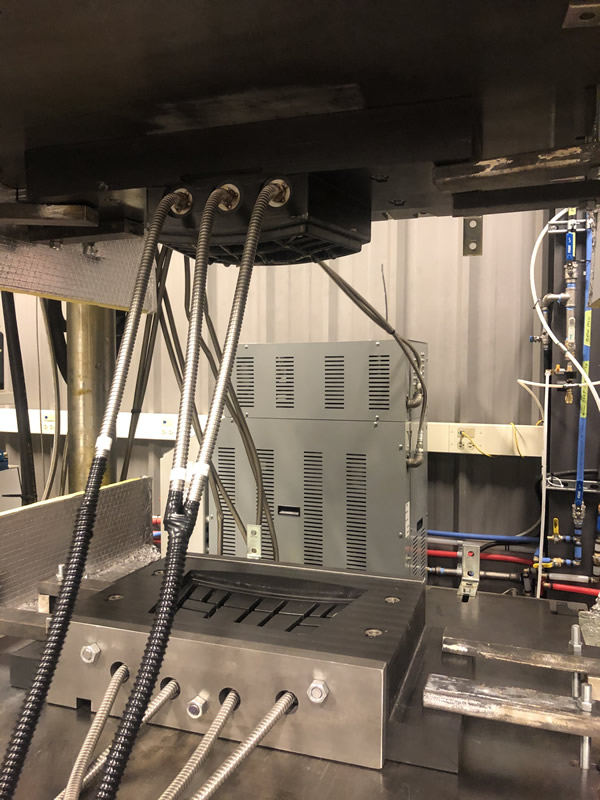
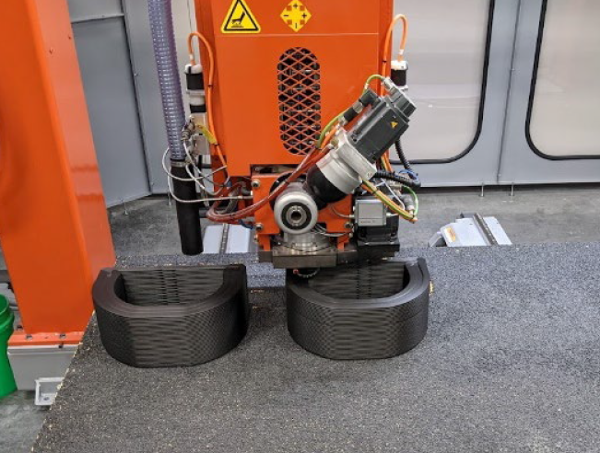
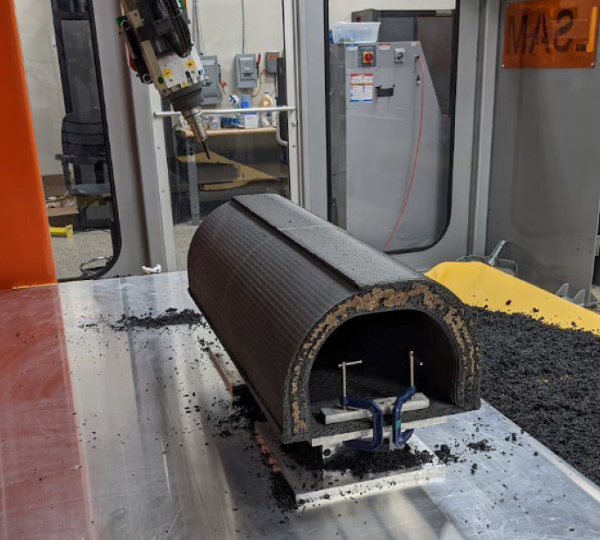
Thermwood will demonstrate the capabilities of its LSAM technology by live-printing a matched pair of drone molds from advanced carbon-fiber reinforced polycarbonate each day of the event. This will all happen in the LIVE Demo Area located in Hall 6 at JEC World 2026 in Paris, France on March 10th-12th. The molds will be printed on the LSAM AP510 Additive Printer using advanced carbon fiber reinforced materials, with a different material supplier featured each day (Airtech, Sabic and Techmer PM). We will also have completed drone bodies on display, produced from the molds by our partner, the Aria Group.


Daily Interactive Demonstration
In addition to LIVE printing throughout the day, we will also present an interactive demonstration twice per day that will allow participants to see firsthand how LSAM technology prints and finishes large-scale thermoplastic parts with exceptional precision, speed, and efficiency. Additionally, we will highlight the wide range of material options and design flexibility available, as well as some of the patented features that set LSAM systems apart as the top choice in the industry. Topics covered will be the collaborative projects, ongoing research initiatives and illuminating case studies that help accelerate advancements in comprehensive knowledge and future innovation within the field.
We will also have our regular booth staffed by our knowledgeable sales team that can help answer any questions you might have (Hall 6 P32).

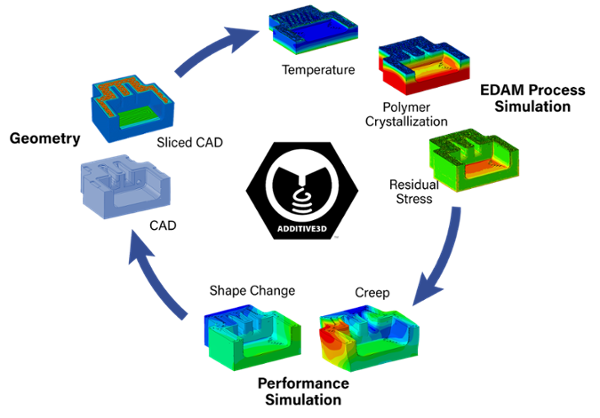
LSAM Research Laboratory at Purdue ADDITIVE3D Software on Display
Eduardo Barocio, Director of Composites Additive Manufacturing and Simulation (CAMS) Consortium at Purdue University's Composite Manufacturing & Simulation Center will also be on hand to demonstrate their Additive3D software, a powerful tool that not only simulates workflow, but also predicts the printing and as-manufactured performance of parts produced through extrusion deposition additive manufacturing. Participants will have the unique opportunity to pose questions to our industry experts and gain valuable insights into how LSAM can elevate and optimize their production process. This live demonstration will help bridge the gap between theory and practical application and help understand the full potential of LSAM and how it can help enhance productivity and innovation.
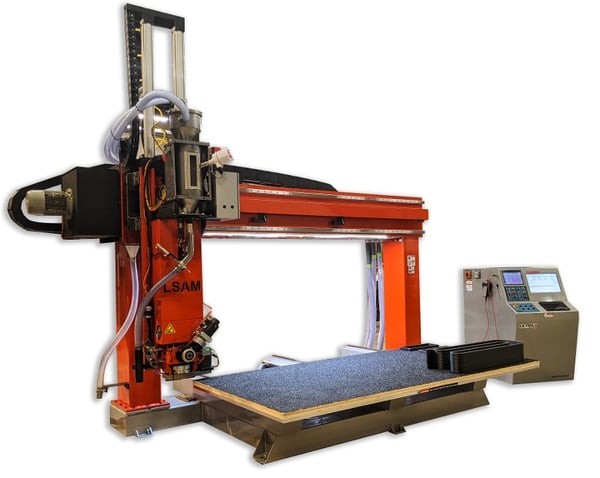
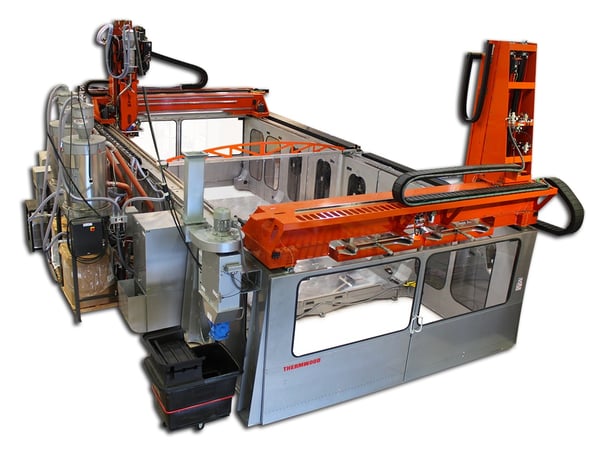
About the LSAM Additive Printer
The LSAM Additive Printer systems are single gantry, moving table configurations and are available in two table sizes, 5’x5’ and 5’x10’. The 5’x10’ table is available in two configurations, 5’ wide with 10’ of front to back motion and 10’ wide with 5’ of front to back motion. Choice of configuration depends on several factors, fitting it existing factory floor space is one factor.
The specially designed, highly rigid tab and slot, structural steel gantry also incorporates a fume extraction system that pulls print fumes through specially designed activated charcoal filters to remove them and “sweeten” the air.
LSAM Additive Printers use the exact same print head mechanism as all the others, including the largest LSAM Systems which means that they produce the same amazing print quality that has made LSAM the leader in large scale additive printing. They also use the same highly advanced Ultra 6 control with all its exclusive, patented print features and capability.
The systems come standard with a single hopper polymer dryer for applications that don’t change print material very often. For installations that print a wider variety of materials, a dual hopper dryer is available as an option.
An enclosure that surrounds the machine is also available. The machine with the full enclosure can also be built to meet European CE standards.


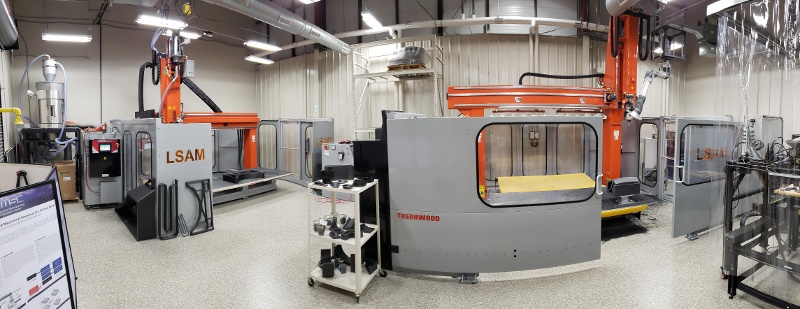 Purdue's Thermwood LSAM Research Lab includes an LSAM AP 105 Printer and LSAM Trim 105 5 Axis CNC router.
Purdue's Thermwood LSAM Research Lab includes an LSAM AP 105 Printer and LSAM Trim 105 5 Axis CNC router.









 Thermwood is a US based, multinational, diversified CNC machinery manufacturer that markets its products and services through offices in 11 countries. Thermwood is the oldest manufacturer of highly flexible
Thermwood is a US based, multinational, diversified CNC machinery manufacturer that markets its products and services through offices in 11 countries. Thermwood is the oldest manufacturer of highly flexible