Purdue University’s Composites Manufacturing Simulation Center (CMSC) and Thermwood Corporation have agreed to establish a large scale additive manufacturing laboratory to perform industry-funded research into large scale composite thermoplastic additive manufacturing.

![]()
The new facility will be located in Purdue’s Indiana Manufacturing Institute located in the Purdue Research Park in West Lafayette, Indiana and will be staffed and operated by Purdue CMSC personnel. The official name for the new facility is the “Thermwood LSAM Research Laboratory at Purdue University”.
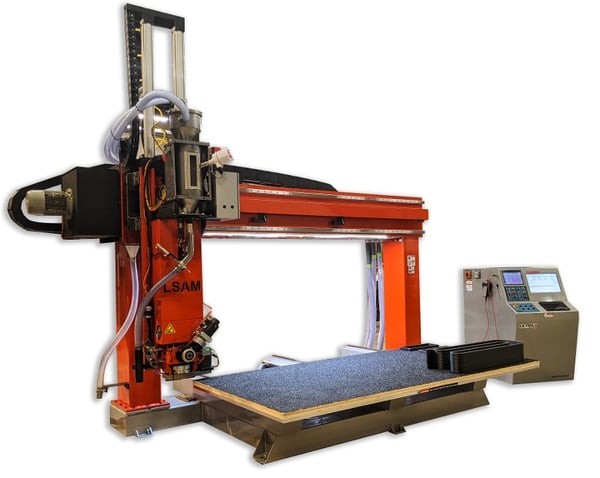
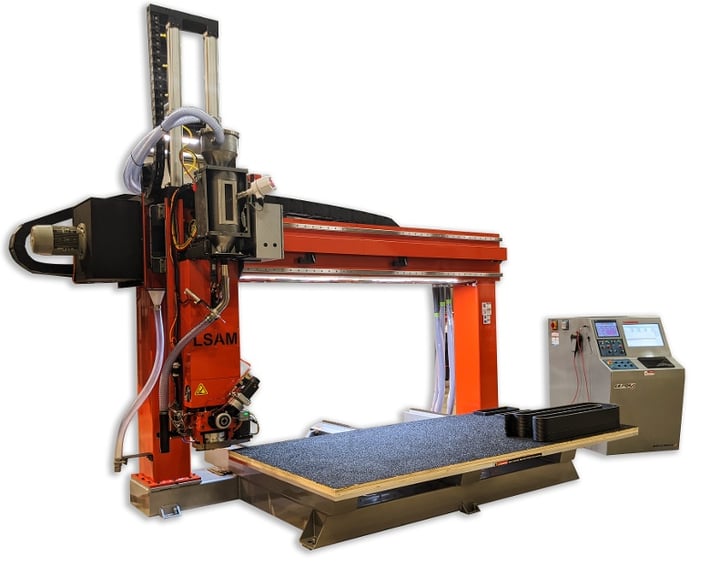
Thermwood LSAM Additive Printer 10'x5'
About the Thermwood LSAM Reseach Laboratory at Purdue University
The new laboratory will be equipped with an LSAM 105 (ten-five) Large Scale Additive Printer and a corresponding 5 axis LSAM Additive Trimmer plus a variety of support systems. This installation is capable of printing and trimming complex geometries up to five feet by ten feet by four feet tall at print rates of up to 200 lbs. per hour. Commercial maximum print temperature for LSAM printers is usually limited to 450oC, however, this particular system has been modified to allow testing at even higher temperatures for experimentation with innovations in materials normally not used in additive manufacturing.
This effort will be enhanced with the newly announced ability of Thermwood’s LSAM large scale additive manufacturing systems to measure and precisely control the temperature of a printed layer at the instant a new layer is deposited. This will support research into the very core of the additive print process and will serve to provide validation of Purdue’s extensive additive manufacturing simulation capabilities for large scale additive manufacturing.
“Not only will this effort improve the overall quality of large scale additive printing but it should also increase our knowledge and understanding of the basic process of fusing layers together into a homogeneous structure”
says Ken Susnjara, Founder, Chairman and CEO of Thermwood.
“Extrusion deposition composites additive manufacturing is a major innovation that will contribute to the development of tailored products with unique performance and just in time availability.”
Adds Dr. R. Byron Pipes, Executive Director of Purdue’s Composite Manufacturing & Simulation Center, the research organization where the LSAM system will be installed.
Purdue plans to partner with industry to provide services to enhance, encourage and expand the adoption of large-scale additive manufacturing for diverse industrial applications. They also plan to work with polymer suppliers to refine formulations and determine the ideal processing parameters necessary to produce the absolute highest quality large scale printed parts possible.
Collaborative efforts of this type bring together diverse organizations that each specialize in different aspects of this emerging technology and often produce results that none of the participants could possibly achieve on their own. Both Purdue and Thermwood are confident that this will be the outcome of their collaborative effort.
About the Composites Manufacturing and Simulation Center
The Composites Manufacturing and Simulation Center (CMSC) of the College of Engineering and the Purdue Polytechnic are located in over 30,000 square feet of the Indiana Manufacturing Institute building. CMSC consists of faculty experts in composites manufacturing, a professional staff of doctoral degree engineers, a support staff and research students in doctoral, masters and bachelor’s degree programs of the Schools Aeronautics and Astronautics, Chemical Engineering and Materials Engineering, as well as, the Department of Aviation Technology in the Polytechnic.
![]()
A comprehensive set of laboratories is available at the IMI for the study of composites manufacturing processes, characterization of composite materials, and the validation of simulation software essential to development and verification of the digital twin concepts in composite manufacture and performance. Focus specialties include extrusion deposition additive manufacturing, composites autoclave processing of continuous fiber systems, compression and injection molding of discontinuous fiber composites, prepreg impregnation, infusion molding, sheet forming, complex mold-forming and hybrid continuous/discontinuous fiber systems. Workflow simulations are being developed to provide for end-to-end digital twins of these manufacturing processes. Accordingly, manufacturing informed performance predictions are a direct outcome of these workflow analyses.
3DEXPERIENCE Education Center of Excellence in Advanced Composites
To advance the development of digital twin, digital thread and model-based engineering, Dassault Systèmes and CMSC established the 3DEXPERIENCE Education Center of Excellence in Advanced Composites on October 28, 2020. The simulation center was founded on a seven-year partnership between Purdue University and Dassault Systèmes (2013-2020) and it is expected that this new engagement will bring significant benefits to the new relationship with Thermwood as the partners work together to bring the advantages of the digital age to society.
3DEXPERIENCE Platform and Thermwood LSAM
Together, they will advance the digital enterprise by developing the human talent essential to this new paradigm and by utilizing the Thermwood LSAM technology and the 3DEXPERIENCE platform to exercise digital twins of complex composites manufacturing and performance to demonstrate the power to predict phenomena that are understood today only by empirical experiences. The Partnership will work together to introduce these concepts to a wide range of industries within the advanced composites community from the original equipment manufacturer level to the supply chain industries. The philosophy of these relationships will be to create a learning environment at multiple levels – from advanced research in manufacturing and performance of advanced composites to the engagement of students at all levels needed to build the workforce of the future for Industry 4.0.













 Thermwood LSAM 2020 - Year in Review
Thermwood LSAM 2020 - Year in Review